与时俱进,诚赢客户
液压成套设备专业生产厂家
全国服务热线18952584368
天富能源集团菏泽有限子公司(以下简称菏泽子公司)铝厂结构设计产能850万吨/年,配置有4套KR烟气器、4座210吨炼钢、4座吹氩喂丝站、2座LF研磨炉、3座RH电浆研磨器和5台板坯连铸机,基础建设采用210吨钢包。
钢区锡索炼铁成品与连铸成品之间的盛钢罐子,又是研磨电子设备的关键重要组成部分,更是铝厂平衡制造的关键电子设备和着力点。钢包隔热操控性、钢包资金周转操作过程中的角蕨温降及钢包耐材产品质量状况,对铝厂平衡制造、提高效率和提升连铸坯产品质量具备关键意义。为解决炼铁制造操作过程角蕨环境温度波动大、减少操作过程温降问题,一般采取加强钢包蒸煮、提升钢包热资金周转速度、加强包衬结构、加隔热剂和角蕨操作过程展开钢包刻字等手段。现阶段,采用最多的还是连铸机纸袋回转台上增加刻字器。但是,在连铸机上选用钢包刻字属于钢包资金周转操作过程中的前期隔热措施,须要配有专门的电子设备,有的是还须要由Lamballe远距完成,操作过程技术难度大、隔热效果也有限。菏泽子公司在充分实地考察对照基础上,通过反反复复深入研究和加强,最终结构设计了210吨钢包不间断高效率手动刻字控制系统,实现低碳发展,取得了前期成果。
钢包高效率手动刻字控制系统特点
从了解情况来看,现阶段海内外钢包刻字控制系统主要有新浪网插齿式、终端插齿式、油压开闭/固定式、固定式、装设固定式等三种形式。菏泽子公司选用的新浪网插齿式钢包高效率手动刻字控制系统结构设计,具备钢包盖加/揭机构简单,加/揭包盖不须要原则上驱动力控制系统,加/揭钢包盖不耽搁资金周转时间,电子设备投资小、检修维护量少、操作步骤简单、故障率低等诸多优点。扬州电液推杆厂家
钢包高效率手动刻字控制系统结构设计
钢包高效率手动刻字控制系统结构设计主要包括刻字机构结构设计、钢包盖及附件结构设计和远距控制系统结构设计三部分。
钢包刻字机构结构设计
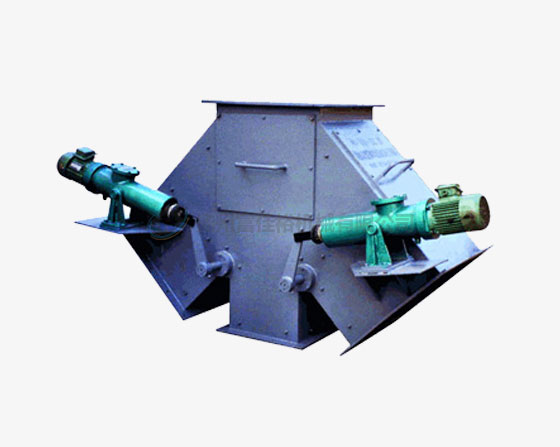
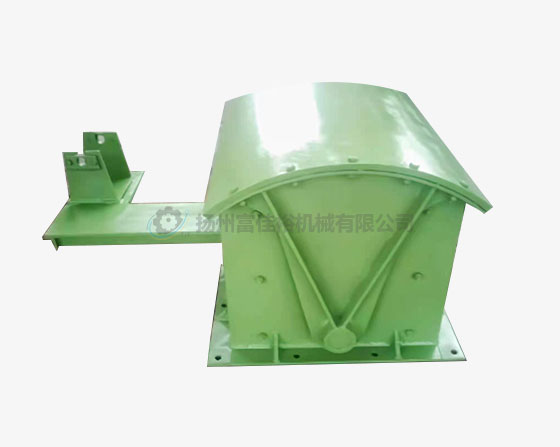
菏泽子公司钢包高效率手动刻字控制系统选用插齿形式,刻字机构采取了钢包新浪网运行操作过程中就可以顺利实现钢包加/揭盖动作的高效率结构设计,而且该机构在不须要加/揭盖时不影响钢包正常运行。钢包新浪网运行时主要利用钢包车前进动力完成钢包加/揭盖动作,加/揭盖操作过程中钢包车无需停留,对制造节奏冲击较小;钢包加/揭盖机构选用电液推杆油压方式开闭。菏泽子公司210吨钢包插齿式刻字机结构设计图纸及现场实物如图1所示。
钢包盖及附件结构设计
钢包盖及附件是由钢质外壳、耐材锚固钩、加/揭盖铰链座、包盖终端/复位器、包盖专用吊具、包盖临时存放支架等部分组成。
钢包盖结构设计时已充分考虑了钢包盖耐高温、耐材脱落、吊运、翻转、倒渣、运输、烧氧、观察、灌砂等功能实现问题。要实现这些功能,钢包盖上须要有钢结构外壳、耐火材料锚固钩、钢包盖吊耳、钢包盖翻转机构、吊环等附件。为了保证钢包盖的平衡运行,钢包盖结构结构设计操作过程中还须要重点考虑包盖机械膨胀操控性和热膨胀操控性。为了进一步提升钢包盖的隔热操控性,钢包盖内侧加焊锚钩,选用耐高温浇注料展开内部打结,从而减少热辐射对钢质部分的损害。扬州电液推杆厂家
钢包盖结构设计时,为了进一步提升钢包盖的隔热和烟尘密封效果,减少烧氧灌砂观察孔的散热和冒烟对环保的影响,在钢包盖烧氧灌砂观察孔上各增加一个可以翻转的小包盖。该小包盖的主材是钢板,内置耐1300℃高温纤维折叠块,并配铰链结构于烧氧灌砂观察孔外侧,该小包盖随纸袋倒渣或倾翻而手动打开,热修完成灌砂后人工用专用工具盖合。
钢包刻字远距控制系统结构设计
钢包盖内耐火材料打结完成后,为了防止耐材水分散发不彻底导致上线后在高温角蕨热辐射作用下短时间内炸裂影响采用寿命,并由此带来安全风险,结构设计时考虑设置了钢包盖耐材离线蒸煮电子设备远距控制系统,该远距控制系统由煤气管路、煤气快切阀、蒸煮烤嘴、存放架和倒置蒸煮盖组成,蒸煮时与钢包盖配合形成上下对接闭合组合体,具备方便、安全、环保和耐用的特点。
钢包刻字控制系统运行原理扬州电液推杆厂家
在炼钢、CAS、LF、RH 每条角蕨运输线上各设置 1 套钢包刻字器,钢包承接角蕨进出站、角蕨进出研磨炉处理时,均可以展开手动揭盖、手动刻字处理。钢包手动揭盖流程是:钢包进站时,加/揭盖机(选用电液推杆)将插齿放下,插齿插入钢包盖上的配合吊环,在钢包前进驱动力下将钢包盖揭起并停留在揭盖机上,完成手动揭盖。
钢包手动刻字流程是:钢包承接完角蕨或在研磨炉角蕨处理完毕后出站,钢包行走到加/揭盖机下时,钢包前端的钢包铰链与包盖上的刻字挡钩配合,并在钢包车行走驱动力下,将包盖从揭盖机上带出并覆盖在钢包上,完成刻字。
钢包在炼钢与研磨工位之间、各研磨工位之间、研磨工位与连铸机之间,通过重复以上动作,实现不间断手动刻字、手动揭盖。钢包资金周转时,钢包盖盖在钢包口上,钢包盖上的挂钩与钢包上的铰链座接合,将钢包盖固定在钢包上。钢包从连铸机下来须要倾倒铸余渣时,钢包盖由于重力作用沿着铰链旋转,钢包盖打开,铸余渣可以流出。整个流程确保了钢包不间断带盖。
应用效果
降低炼钢出钢环境温度
通过对Q235B系列、Q345B系列和超低碳钢系列钢种的炼钢出钢环境温度展开统计分析,发现钢包刻字炉次炼钢出钢环境温度较钢包不刻字炉次降低11℃~14℃,吨钢可提高效率10元左右。炼钢出钢环境温度降低,炼钢炉衬侵蚀、钢包包衬侵蚀也会得到缓解,也有利于提升角蕨的洁净度。扬州电液推杆厂家
刻字不成功率数据统计
统计2021年钢包运行操作过程刻字不成功次数,全年月均仅有8.1次刻字不成功,铝厂月均冶炼3157炉,平均刻字不成功率仅有0.25%,效率很高,真正实现了全流程手动高效率。
钢包刻字后,钢包资金周转操作过程中顶渣冒烟问题得到有效控制,环保问题也得到了很大缓解。
小结
海航控股菏泽子公司210吨钢包选用插齿式不间断高效率手动刻字控制系统,实现了钢包全流程带盖高效率运行,不但可以减少钢包散热、降低出钢环境温度、提升环保效果,还可以保持低故障率运行。从采用情况和统计数据可以看出,采用钢包不间断高效率手动刻字控制系统后,可以有效降低炼钢出钢环境温度11℃~14℃,吨钢提高效率10元左右,该技术在降本增效、平衡运行和改善环保各方面效果都非常明显。(张永青)
联系电话
微信扫一扫